
When visible structural damage is found during pre-flight, line maintenance, heavy maintenance, or routine inspection, maintenance teams need to determine the correct inspection depth before making a repair or return-to-service decision.
A dent, crack, scrape, corrosion finding, or impact mark may look simple at first. But the next step depends on several factors: damage location, aircraft structure, material type, proximity to fasteners or load paths, suspected hidden damage, approved maintenance data, and operator procedures.
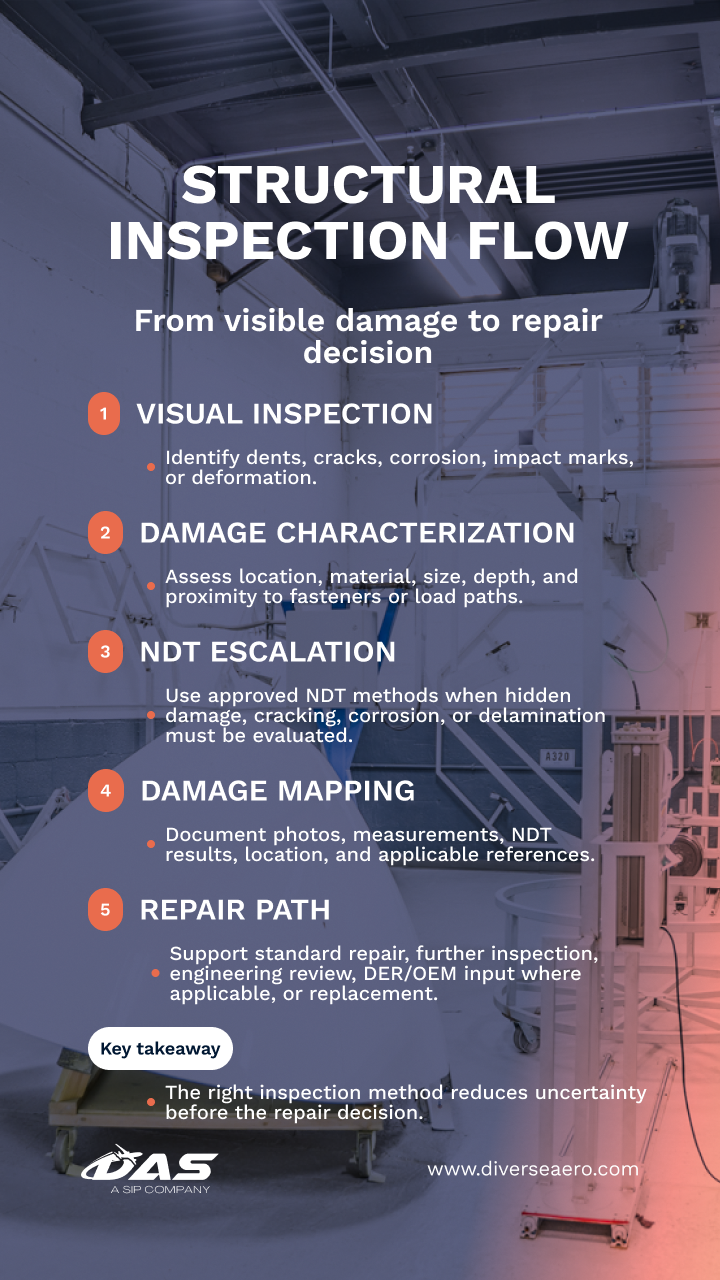
This article explains how visual inspection, nondestructive testing, and damage mapping work together to support structural damage assessment, repair planning, engineering review, and return-to-service documentation.
The goal is not to make every finding more complex. The goal is to apply the right inspection method at the right moment, using approved data and traceable documentation.
Visual inspection is usually the first step in aircraft structural damage assessment.
It allows technicians to identify visible conditions such as:
Visual inspection may range from a general visual assessment to a more detailed inspection using additional lighting, mirrors, access equipment, magnification, or surface cleaning.
The level of inspection depends on the structure, damage location, aircraft maintenance instructions, inspection task, and approved data applicable to the aircraft or component.
Visual inspection may be sufficient when the applicable maintenance instructions, structural repair manual, task card, or approved data confirm that the condition is within allowable limits and does not require additional inspection.
However, visual inspection has limitations. It may not reveal hidden cracks, internal corrosion, composite delamination, disbonding, subsurface impact damage, or damage hidden beneath coatings, fasteners, or layered structures.
When the damage mode cannot be fully characterized visually, escalation may be required.
Not every visible defect requires nondestructive testing. But NDT may be required when approved maintenance data, task cards, engineering instructions, structural repair manuals, or operator procedures call for additional inspection.
Escalation from visual inspection to NDT may be needed when:
For example, a small visible mark on a composite structure may require further inspection if impact damage or internal delamination is possible. A dent in a metallic structure near fasteners or high-load areas may require additional inspection if cracking or deformation needs to be ruled out.
The important point is that NDT is not selected because a finding “looks serious” alone. It is selected because the suspected damage mode, material, structure, and applicable instructions require a method capable of characterizing the condition properly.
Nondestructive testing includes several inspection methods. The correct method depends on the material, damage type, geometry, access, approved procedure, and required sensitivity.
Ultrasonic testing can help detect subsurface flaws in metallic and composite structures.
It may be used to evaluate conditions such as:
In composite structures, ultrasonic inspection is commonly used when internal damage cannot be assessed visually. Depending on the procedure, access, and equipment, ultrasonic methods may help provide more detailed information than tap testing or visual inspection alone.
Eddy current testing is commonly used for surface and near-surface crack detection in conductive materials such as aluminum or titanium.
It may be applied to:
Eddy current inspection is useful when the suspected damage mode involves surface or near-surface discontinuities in conductive materials. Its applicability depends on material, access, surface condition, and approved inspection technique.
Magnetic particle inspection is used for ferromagnetic components.
It can help identify surface or near-surface discontinuities in parts such as:
The method requires appropriate magnetization, particle application, inspection conditions, and post-inspection controls according to the approved procedure.
Radiographic testing may be used to detect internal conditions in specific metallic assemblies or structural components when approved procedures, safety controls, access, and equipment support its use.
It is less common in routine line maintenance because of safety, access, and operational constraints, but it may be appropriate in controlled maintenance environments for certain structures, castings, or assemblies.
Tap testing may serve as a screening method for certain composite structures.
A change in sound can suggest a possible disbond or delamination. However, tap testing is not automatically sufficient for return-to-service decisions. Approved maintenance data, acceptance criteria, damage location, and engineering requirements determine whether additional inspection, such as ultrasonic testing, is needed.
Composite and metallic structures require different inspection logic.
Composite materials can hide internal damage even when surface marks appear minor. Impact damage may create delamination, crushed core, disbonding, or internal defects that are not fully visible from the outside.
For this reason, ultrasonic inspection or other approved methods may be required when composite impact damage, disbonding, or internal distress is suspected.
Metallic structures often require inspection methods that detect cracks, corrosion, deformation, or material loss. Eddy current testing may be used for conductive materials when surface or near-surface cracking is suspected. Ultrasonic testing may be used for thickness measurement or internal indications. Magnetic particle inspection may be used for ferromagnetic parts.
Method selection should always align with:
The inspection method should be capable of characterizing the suspected damage mode under the applicable procedure.
Damage mapping is the process of documenting the location, dimensions, orientation, and characteristics of structural damage in a way that supports engineering and repair decisions.
A useful damage map may include:
Damage mapping helps translate inspection findings into engineering information.
Without accurate mapping, it can be difficult to determine whether damage is within allowable limits, whether a standard repair applies, whether additional inspection is required, or whether engineering review is needed.
For structural repair planning, damage mapping is often one of the most important bridges between inspection and action.
Engineering decisions depend on clear, traceable data.
When damage is close to fasteners, load paths, previous repairs, control surfaces, pressure boundaries, composite structures, or primary structure, the engineering team may need precise measurements and inspection results before determining the next step.
Damage mapping supports decisions such as:
Damage mapping also improves communication between inspection teams, engineering, maintenance control, repair planners, and the operator.
A well-documented finding reduces ambiguity. A poorly documented finding often delays the decision.
Once damage has been inspected and mapped, the next step depends on approved limits, repair data, operational impact, and technical feasibility.
Damage within allowable limits may be handled according to the applicable structural repair manual, maintenance instruction, task card, or approved procedure.
Damage beyond published limits may require:
The repair vs. replacement decision should not be framed only as a cost question. It depends on airworthiness requirements, approved data, technician capability, parts availability, TAT risk, documentation, and operator procedures.
In some cases, repair may be appropriate when approved data, tooling, qualified personnel, and inspection evidence support the repair. In other cases, replacement may be required or more practical when damage exceeds repair limits, documentation is incomplete, or the repair path cannot support the operational timeline.
Return to service depends on more than completing an inspection or repair.
The documentation package should support the maintenance action performed and the decision made. Depending on the task, documentation may include:
The specific documentation required depends on the aircraft, operator procedures, regulatory framework, work scope, and approved maintenance data.
For structural repairs, traceability matters because future inspections, audits, lease transitions, and repeat findings may depend on understanding what was found, what was done, and what data supported the decision.
For DAS, structural inspection is not a stand-alone event. It is part of a broader structural repair workflow that connects inspection, documentation, engineering evaluation, repair planning, and return-to-service support.
DAS supports operators by helping turn visible structural findings into actionable inspection and repair pathways.
This may include:
The value of the process is clarity. When inspection findings are properly characterized and documented, operators can make faster and more defensible maintenance decisions without bypassing approved procedures.
Visual inspection may be sufficient when the applicable maintenance instructions, SRM, task card, or approved data define visual inspection as acceptable and the damage is within allowable limits.
If hidden damage, primary structure involvement, composite delamination, cracking, or corrosion depth is suspected, additional inspection such as NDT may be required.
NDT technician qualification depends on the applicable regulatory framework, employer procedures, inspection method, and industry standards used by the organization.
In aviation, NDT personnel are commonly qualified under recognized standards such as NAS 410, EN 4179, or employer-based written practices, depending on the applicable program and authority requirements.
Operators and repair stations should confirm that technician qualification, method authorization, training records, vision requirements, and equipment calibration are current and documented.
Inspection time varies by access, damage size, structure complexity, method, documentation requirements, and whether findings require engineering review or additional inspection.
A limited inspection may be completed faster than a large-area assessment, but no universal timing should be assumed without evaluating the specific aircraft, structure, damage, and procedure.
Damage mapping may be required when the applicable inspection procedure, SRM, repair data, engineering review, or operator process needs dimensional and positional information to support a maintenance decision.
Even when not explicitly required, damage mapping is often useful because it improves engineering review, repair planning, traceability, and future inspection continuity.
Tap testing may be acceptable when the applicable approved data defines it as an acceptable method for the specific structure and damage condition.
However, when damage is detected or internal damage is suspected, additional inspection, such as ultrasonic testing, may be required, depending on the applicable procedure and acceptance criteria.
Aircraft structural inspection requires more than identifying visible damage.
A disciplined process connects visual inspection, NDT when required, damage mapping, engineering review, repair planning, and traceable documentation.
Visual inspection may be sufficient in some cases. In others, NDT or additional engineering evaluation is required to characterize hidden damage, confirm limits, or support a repair path.
For operators, the benefit of this process is not only compliance. It is better decision-making: clearer findings, fewer assumptions, more reliable documentation, and stronger support for return-to-service decisions.
For DAS, structural inspection is part of a larger structural MRO capability: understanding the damage, documenting it correctly, selecting the right inspection path, and supporting the operator with repair options grounded in approved data and technical discipline.



